
- 801
- 产品价格:面议
- 发货地址:上海嘉定 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:252722646公司编号:3644899
- 邹安 销售副总 微信 13817975703
- 进入店铺 在线留言 QQ咨询 在线询价
金纬机械流延机JWELL-3000
- 相关产品:
精度:正负1丝收卷:全自动收卷范围:光伏温度:成型温度控制在180~240螺杆:单螺杆电压:380v运输:物流制品结构:A/B/C制品层间比:15-20/60-70/15-20模头宽度:3500mm宽度:3200mm(切边后收卷直径(较大):Ф1000mm(机械设计极限)较大机械线速度:280m/min控制方式:手动生产速度:可以调节布局形式:立式类型:生产线材质:不锈钢包装:拉伸膜 木箱
生产工艺CPP膜的生产先将配好的物料由真空上料到挤出机熔融塑化后挤出,经T形口模流延,靠气刀喷出的压缩空气把流延料吹贴到急冷定型辊骤冷,使其平整地延展在辊面上形成薄膜,再经下个辊的进一步冷却,用测厚装置测厚,然后进行电晕处理,分切边料,由收卷辊展平卷取,产品经验收包装人库。
在熔体流延过程中,T形机头和急冷定型辊是生产的关键设备,机头设计应使物料沿整个机唇宽度均匀地流出,具有均匀的温度分布等机头温度一般为230~250℃,加工均聚 PP的机头温度略**共聚PP急冷定型辊的表面应该经过精加工,转速稳定,以免产生机向的温度波动,温度也应该调控适当,过冷或过热对薄膜的力学性能、透明性和雾度均有很大的影响。对PP而言,急冷定型辊的温度为25℃左右;机头温度与急冷定型辊的温度差是决定结品度的重要参数,增加温差可以降低结品度,提高透明性、韧性和热封性能,但拉伸强度有所下降。在急冷定型辊的上方还有气刀设置,在气刀吹压下,熔融料立即紧贴在急冷定型辊表面。气刀的另外一个作用是将爽滑剂等低分子挥发物抽出,防止其堆积在急冷定型辊上,好地**薄膜外观质量。薄膜经过冷却后采用β射线或红外测厚仪对其厚度进行监测,以便控制厚薄公差。随后对薄膜进行电晕处理,以增加印刷油墨或复合胶粘剂与薄膜的复合牢度,控制表面渗润张力在42mN/m以上。CPP薄膜比较柔软,必须根据膜的厚度、生产速度等因素调整好收卷张力,张力过大或过小都会产生波纹影响薄膜平整性。在整个生产过程中,除了温度这个重要的工艺参数之外,另一个重要参数是拉伸速度,拉伸速度越大,生产效率越高,但到一定值后继续增加则容易产生断膜现象。拉伸速度也是产生分子定向的主要因素,拉伸速度越大。分子沿机向方向的取向程度越大,通过调节拉伸速度还可以调节薄膜的厚度.

流延法薄膜的特点
生产速度快;挤出流延工艺中冷却辊辊温可在0~-5℃,直接紧贴在辊筒上,冷却效果好。 透明性好。无论是PP还是PE都能用挤出流延法生产出透明性良好的薄膜。 挤出流延法薄膜的厚度均匀性好。 挤出流延膜的纵横向性能是均衡的。原则上,挤出流延法生产的薄膜是由一个辊筒流向另一个辊筒,不应该存在卷取或牵引的拉力,因而 挤 出流延膜纵向和横向都不受到拉伸,性能是均匀的。 正因为挤出流延膜不受任何方向上的拉伸,其热封性能比吹胀膜好,而双向拉伸膜则没有热封性。挤出流延膜受热时的收缩性很小,有利于热封制袋。
#5
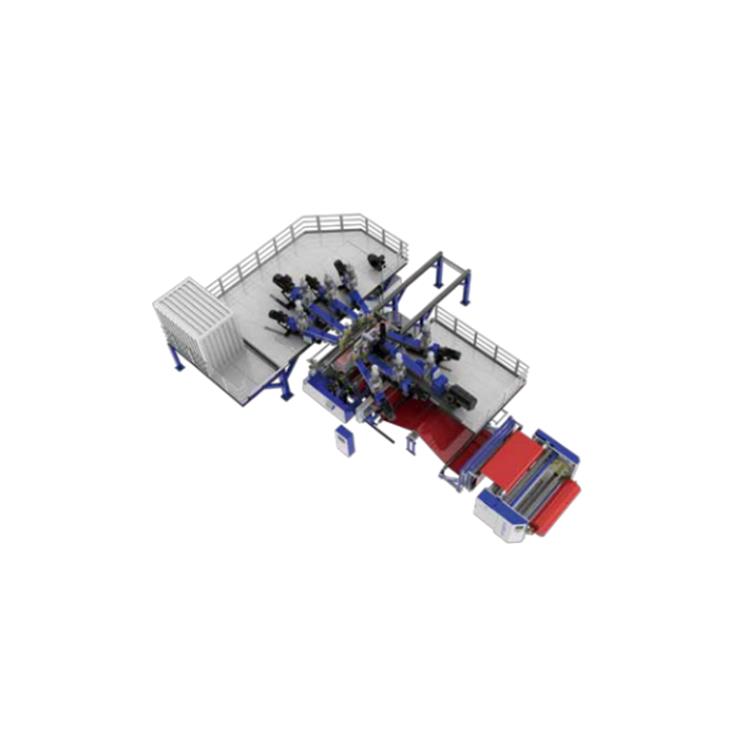
■流延膜的成型设备
流延膜典型的成型设备包括“挤出机、机头、冷却装置、测厚装置、切边装置、电晕处理装置、收卷装置”等。
挤出机
螺杆直径:Φ90~ Φ200
长径比:25~33
挤出机头必须安装在移动的基座上
机头
支管式机头
衣架式机头
分配螺杆机头
其它形式机头
过滤熔料装置
冷却装置
1)冷却辊
双辊水槽冷却
单辊水槽冷却
2)气刀
测厚装置
侧后装置大多采用β射线测厚仪,检测器沿横向往复移动测量薄膜厚度,并用荧光屏显示。
切边装置
挤出薄膜由于产生“瘦颈”现象,会使薄膜边部偏厚,需切除薄膜边部,才能保证膜卷端部整齐、表面平整。
电晕处理装置
电晕处理是一种电击处理,它使承印物的表面有附着性。
卷取装置
薄膜采用主动收卷形式,一般为自动或半自动形式切割、换卷。
薄膜的收卷装置还包括薄膜的切割装置。
薄膜的切割方式有电热切割法和刀片裁切法。
#6
■流延薄膜的应用和发展趋势
应用
1.多层共挤流延薄膜
主要用于包装工业中需要复合的、化的薄膜产品范围包括:低温热封膜、镀铝基材膜、高阻隔。
膜、蒸煮膜、消光膜、抗静电膜、膜、PVB防爆膜等。
2.多层复合薄膜
食品、饮料、茶叶、肉制品、农产品、海产品、纺织品、化工产品、卫生。
品、医药用品、文教用品、化妆用品等的包装。
流延薄膜发展趋势
1.材料减量化———为适应包装减量、环保的要求,包装材料的薄型化、轻量化
2.使用安全化———重视人类自身的健康,材料要安全化
3.产品智能化———具有保鲜、防腐、、防伪、延长保质期等多种功能
4.设备化———包装设备正在向大型化、快速化、化、自动化方向发展
流延膜加工工艺(上)
史上全塑料牌号及其用途一览表,快收藏!(含968个牌号)
快递袋加工工艺(下)
快递袋加工工艺(上)
扒一扒,塑料薄膜的成型工艺有哪些?你知道几种?
LDPE吹膜生产工艺要点,及13大常见问题分析,99%的问题都解决了!
吹膜工艺实用笔记—到底是什么原因影响了你的薄膜雾度?
我们有成熟的设计团队,确保生产线加智能、加、加稳定。
CPP薄膜经过印刷、制袋,可作为服装、针织品和花卉的包装袋;可用于食品外包装,糖果外包装,药品包装等;
CPE流延膜机组
全自动调节模头,可实现在线闭环控制;
薄壁冷却成型辊,螺旋流道设计,保证高速生产时薄膜定型效果的一致;
配套负压双腔真空箱和静电压边装置,保证薄膜熔膜稳定;
高稳定性电晕处理装置,故障率低,可根据需要转换走向,处理薄膜的正。
CPE复合基材膜:可与BOPA、BOPET、BOPP等产品复合-热封-制袋,应用于食品、服装等领域;
CPE单层印刷膜:经热印-热封-制袋,应用于卷纸提袋包装、纸巾立包装等;
CPE镀铝膜:广泛用于软包装、复合包装,装潢、激光全息防伪、激光压印镭射等。
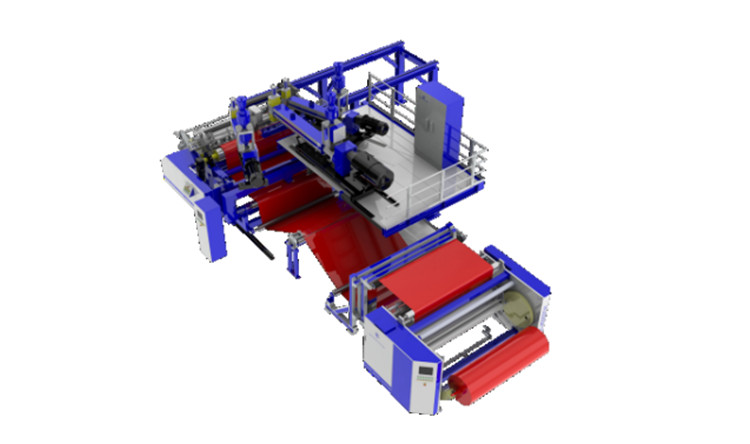
高阻隔流延膜机组
金纬机械具备生产高9层高阻隔流延膜生产线的能力;该设备适应性强,可针对不同牌号的PE、PP、PA、EVOH原料进行优化适应。
金纬机械 JWELL-JCF控制系统检测、控制和调节;挤出机和模头的温度、压力监测;牵引、收卷速度控制及监测;同步提速、降速及整线联动
产量控制及显示;故障提示及警告。
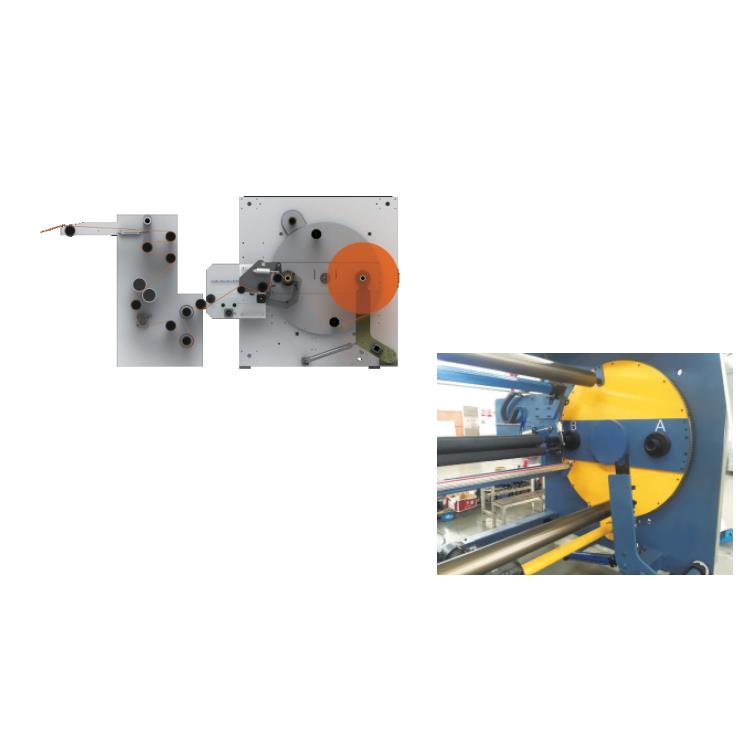
全自动收卷机
多种放射性测量探头可供选择,如果需要,我们还可以将厚度检测系统与自动模头集成在一起;生产过程中所产生的边料可实现在线回收利用,
通过多组分下料装置,将粉碎后的回收料输送至挤出机;我们能提供全自动收卷、卸卷,可大大降低人工成本。
金纬公司的全自动收卷机,可实现高收卷质量,大多数情况下,您可以直接对卷材进行后续加工,而*复卷;经过不断优化,金纬公司的收卷机已经
可以将收卷直径提高至1200mm。

设备应用和特点:
本机组可用于生产各类桌布及塑制手套、浴帽、西服套雨伞材 料的坯膜,也可用于生产PE卫生巾底膜、尿裤尿不湿用膜及打孔底膜和各类包装膜、深压纹膜。增加拉伸机组后能生产防水透气膜。高速生产线可配备在线分切,采用高速双工位自动收卷且高速收卷时*缠绕胶带。整机一体化、自动程度高。生产速度达到130m/min以上时,同等产量下该机型比常规流延机功耗低25%,有效节省生产成本和人工。



{kind=link}