


- 2025-01-20 08:39 1748
- 产品价格:面议
- 发货地址:上海青浦 包装说明:不限
- 产品数量:100000.00 台产品规格:不限
- 信息编号:253395735公司编号:14194598
- 陶念源 销售 微信 13636607932
- 进入店铺 在线留言 QQ咨询 在线询价
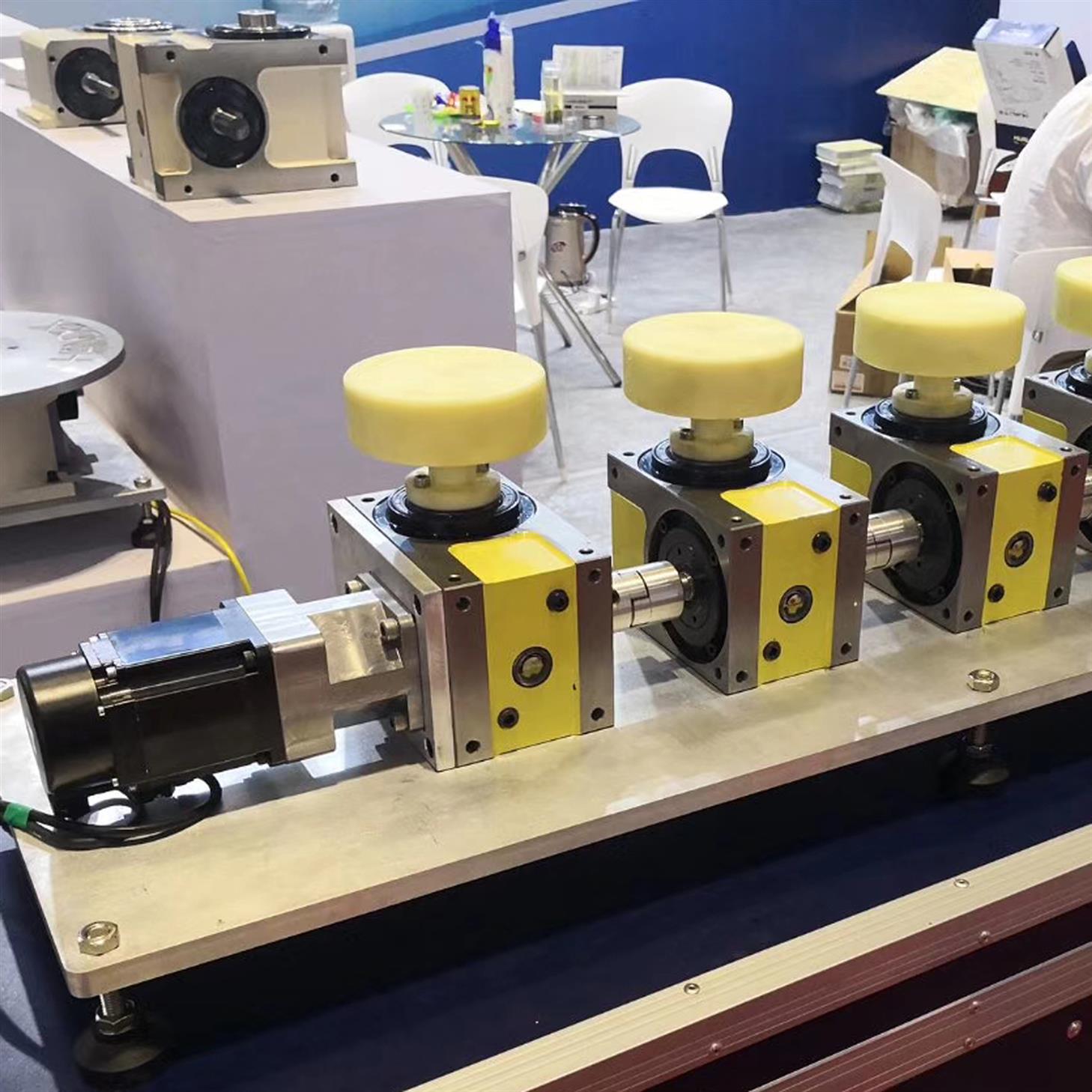
昆明分割器推荐
- 相关产品:
包装:木箱货期:3天质保:1年付款方式:电议是否含税:含分割精度:30秒出力轴容许径向力:140分割等份:6出力轴容许轴向力:500重复定位精度:15定位精度:30秒额定输出力矩:150NM防护等级:IP65使用寿命:30000噪声:小于56DB输出力矩:1250NM径向力:10000N轴向力:15000N分割数:可定制工位数:可非标定制
凸轮分割器的使用、保养、检查、维修:分割器在使用前,应将加油孔更换为带孔的通气帽,以保证箱体内部与外部气压平衡。
分割器要随时清理传动系统周围的杂物、下角料等。以防分割器阻卡运动。
分割器与输入、输出轴连接件及传动件要定期检修。
分割器注意联轴器、皮带轮、链轮、齿轮及输出传动体等的松弛,皮带、链轮的张紧、齿轮的啮合间隙等应保证正常状态。
如发现下述情况,应立即停止运转:
1、分割器发生异常振动。
2、分割器发生异常声响。
3、分割器在凸轮静止区有反向冲击。
4、分割器在对应的间歇次数中无分割输出或在某一位置分割输出不稳定或全无分割输出。
分割器有此种情况,可拆下机构,打开机构后盖,探明原因。
1、检查凸轮是否损伤,能否再使用,如不能在使用可联系更换凸轮,如无损伤或较轻损伤,分割器仍可继续使用不可私自调整其轴向位置。
2、检查分割器轮中的滚针轴承是否有损坏,如滚针轴承损坏,有断油、破坏现象应取出更换滚针轴承。
分割器输出轴更换有两种方式:
一、是将输出套松开,分割器将输出轴取出,不要松动后端的压盖,这样再行装入时轴向位置不变。
二、是分割器松开输出轴后端的锁紧螺母和前端的输出套,即可将输出轴连同套一起取出,再装入时,只需锁紧螺母,即可使输出轴回到原来的位置。若自行维修无把握,可联系斯炜达技术人员进行咨询维修。
凸轮分割器润滑和保养
润滑对于确保分割器的运行状态和使用寿命是较为重要的。
适当的润滑可有效地减少内部零件因摩擦而产生的热量,并同时防止生锈,从而达到减少磨耗的效果。相反,不适当的润滑可于短时间内使用这些零件出现磨耗。
润滑油的选择同样是很重要的。若适度的润滑配合不适当的润滑油亦会对分割器产生不良影响。例如,若使用的润滑油粘度太低,当运行时温度上升后,动态粘度会相对降低,会导致传动面的油膜无法形成,从而使转动面直接接触,并因此而造成磨损。因此,适度、适当及配合使用条件的润滑油措施是非常重要的。
分割器的感应开关是自动化传动中不可缺少的部件,大部分应用中都是由感应开关将运转信号传递给PLC控制系统,再由PLC系统发出相关指令。那么,分割器用到的感应器是怎样接线的呢?
分割器中用到的感应开关又称之为光电传感器,可以分为二线制(2根信号输出线),三线制(3根信号输出线),四线制(4根信号输出线),五线制(5根信号输出线),另外,感应器按输出型号分类有PNP型、NPN型,按功能分类为电容式、光电感式、霍尔式等。凸轮分割器一般使用的是光电感式。分割器中光电感应器与PLC的连接方法如下:二线制(即只有2根线)一般接法:一根接PLC输入的COM端,另一根接PLC输入端。三线制(即有3根线)一般接法:棕色接+24V、蓝色接-24V(即0V)、黑色接PLC的输入端(特别要注意是输出型PNP还是NPN,PNP输出是+24V,当然NPN是-24V即0V)。四线制(即有4根线)一般接法:棕色接+24V、蓝色接-24V(即0V)、黑色是常开点、白色是常闭点(同样特别要注意是输出型PNP还是NPN)。五线制(即有5根线)一般接法:棕色接+24V、蓝色接-24V(即0V)、一根接COM端、另2根接常开和常闭点(相当于一个开关的3个触点)。
自动化机械中与分割器安装的还有一些接近开关,所谓的接近开关,就是有物体接近的时候,开关自动接通,或者切断,以此来实现自动控制的功能,各种机械设备,机床,工控,数控,生产线等等设备都会使用到这种装置,分割器上用到的是无源接近开关,这种开关不需要电源,通过磁力感应控制开关的闭合状态。当磁或者铁质触发器靠近开关磁场时,和开关内部磁力作用控制闭合,这种开关的特点是,不需要电源,非接触式,免维护。接近式开关的接线图也很简单,如下图
如上图中的个,npn型,电源的正板接红线,负极接蓝线。被控制设备(一般控制继电器)一端接正极,一端接黄线。其余的均可参考相关的电路进行正确连接。

成品分割器精度测量项目有哪些?
1.凸轮分割器分度精度测量,就是测量分割器的输出轴在入力轴的作用下,分割的状态旋转一周中,设定的角度数值进行测量,从而得出分割器的分度误差,即分割器的理论分度与实际分度的差值,可以选择0度、15度、30度……360度,测量出的值与理论值比较,它们之间的差值的一半,就是分度的误差,比如,差值是30,那么得到的分度误差就是±15.
2.分割器的静止精度:在分割器出力轴的静止区间,在入力轴的作用下,出力轴静止的状态旋转一周中。输出轴摆动的大误差就是静止精度,也用角度秒表示。和分度精度测量方法相同,测量停留区中任意位置的误差量。测量点可以选择在停留段的固定角度处,将停留角度进行逐一的测量,所得出的数据计算方法同前项。
3.分割器的重复定位精度,指的是在停留段中的某个固**进行反复测量,由跳动的数据得出的分度精度,可以设定出力轴的旋转圈数,在每一圈的固**做定位的测量。
4.以上三项中测量属于分割器的径向测量,在实际的测量中,还要对分割器的轴向进行盘面跳动的测量,此测量项目相对简单,在出力轴法兰面进行高度规测量,随机设定旋转的角度及圈数,对数值进行比较。

凸轮分割器怎样进行安装,对于新手的或技术人员来说,是需要了解的内容,比如分割器的旋转方向是怎样的,电机与分割器该怎样进行连接,转盘与分割器连接的方式等。
1:不管什么曲线的凸轮分割器都能反转吗?如果不能反转,那开始把电机装好试机的时候。开始也不知道电机的正反转接线是不是正确的啊?要是分割器不能反转的话,那不是要把分割器损坏了吗?
2:如何计算驱动电机功率?除了考虑回转盘的惯性扭距外,还要考虑别的负载吗?比如我现在用的分割器分割数是8等份,转盘直径240MM,厚度12MM,45#材料,驱动角120度,每工位转动时间1/3秒,停2/3秒。该用多大的电机?
3:输入轴转一圈,转盘才转一个工位吗?那我一秒种运动一工位,输入轴一分钟才60转,电机转速怎么与之匹配?加减速机?还是变频调速?会影响电机输出扭距吗?该用什么样精度及的分割器等等相关问题。
4:转盘肯定会因为每个工位都有可能出现的异常情况需要暂停等待,或者调试时需要手动控制转盘一个一个的工位转动的话,怎么控制电机?用离合器还是刹车电机? 5:有必要用扭距控制器吗等?
以上所涉及到的问题较多,在这里作一个简单的解答及回复: 1、“不管什么曲线的凸轮分割器都能反转”,这话有点太笼统,分割器的设计有型和通用型,型,一般是针对一定目标的产品设计,大部分目的是为了提高可靠性;减小体积;降低成本等等。由于是,有可能会同时组合一些相关的机构与部件,很有可能就不能反转使用了。通用型是充分考虑不同需求,尽可能满足大多数的需要,设计上肯定是允许正反转使用的。当然,实际使用只能是单向的。如果你选用厂的相关产品,可以向厂家咨询确认。你所说的反转会损坏的问题,通常是在设备移动到另一个地方再次安装时要解决的问题。通常做法是如果分割器的驱动电机通过皮带轮与之连接,可以将皮带卸下,然后开启电机看电机的旋转方向是否正确,如果没有皮带轮,则可以将电机拆下来用工具拨动输入轴,查看分割器的方向,然后单检查电机通电时的转向,符合要求后再装回去。
2、关于电动机的功率的计算,是要考虑分割器上的总负荷、转速、甚至要算总体的转动惯量以及受力大点的力矩和总的效率等等。当然,实际工作中没有那么复杂,大多是根据实践经验估算的,一般不会出错。你所说的驱动角,我想应该说的是输入轴转动120度时是分割器的动作时间,而输入轴转动的另外240度是分割器工位停止时间,工作时输入轴始终在旋转的。
3、输入轴转一周,分割器转动一个工位的时间加上一个转动的运动时间。当你改变输入电机的转速时,分割器的一个工位的停留时间也会改变,但是停止时间与运动时间之比例不会改变。也就是说对于你选好的上述分割器来说,工位的停止时间如果改成2分钟,那么转动的时间就会变成1分钟了。所以对于凸轮分割器来说动静比就是一个十分重要的指标了,选购时一定要给予注意,以免失误。当然现在分割器已经产业化了,也应该有动静比可调的产品。如上述要求,输入轴是要每分钟60转的,你可以选用相应功率的三相异步电机--皮带轮--离合器--减速器--输入轴,或是选用带减速器的电机直接驱动输入轴。
4、需要调整时可以手动阻断电机与输入轴的联系,然后手动转动减速器的输入轴,进行调试,也可以使电机点动来进行调试。电动机可以使用瞬停开关或是在电路中加瞬停控制,但是一般都不加。 5、可以免了关于分割器的问题,
1,有部分分割器在设计安装时只安排了凸轮轴的一端承受轴向力,所以规定带负荷工作时不能反转。但往往初始调试时,为了试验电机的转向有时会出现反转的情况,为了保险起见,分度盘上好先不联接负载,待试验完毕再联接负载。当然,可以采购允许正反转的分割器,这样就没什么问题了。
关于凸轮分割器安装及使用的问题很多,建议在进行分割器采购时,由分割器厂家的技术人员参与进来,对前期的选型,设计及运作情况进行参与,因为几乎所有的厂家都有相关的选型及技术性的免费支持。









{kind=link}