
- 2024-12-20 16:02 631
- 产品价格:面议
- 发货地址:上海嘉定 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:253735702公司编号:3644899
- 邹安 销售副总 微信 13817975703
- 进入店铺 在线留言 QQ咨询 在线询价
太原薄膜大型流延膜机生产厂家
- 相关产品:
精度:正负1丝收卷:全自动收卷范围:光伏温度:成型温度控制在180~240螺杆:单螺杆电压:380v运输:物流制品结构:A/B/C制品层间比:15-20/60-70/15-20模头宽度:3500mm宽度:3200mm(切边后收卷直径(较大):Ф1000mm(机械设计极限)较大机械线速度:280m/min控制方式:手动生产速度:可以调节布局形式:立式类型:生产线材质:不锈钢包装:拉伸膜 木箱
ASA流延膜挤出生产线特点:1、设备采用西门子PLC,闭合控制,一键提速,操作方便;
2、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高;
3、全自动模具配合测厚仪,能*有效地微调模头横向宽度上的熔体厚度偏差;
4、流延辊采用内流道整体机加工的方式,*温度控制正负度,滚面控制精度正负丝 ,确保流延膜厚度*加准确;
5、采用Re张力传感器和控制系统,确保张力控制正负;
6、伺服电机,配合伺服控制器使设备运行*加准确;
7、全自动切断收卷机具有接触收卷、间隙收卷两种功能,收卷带锥度张力控制,调节范围5-200N/M。
嘉兴ASA流延膜挤出设备
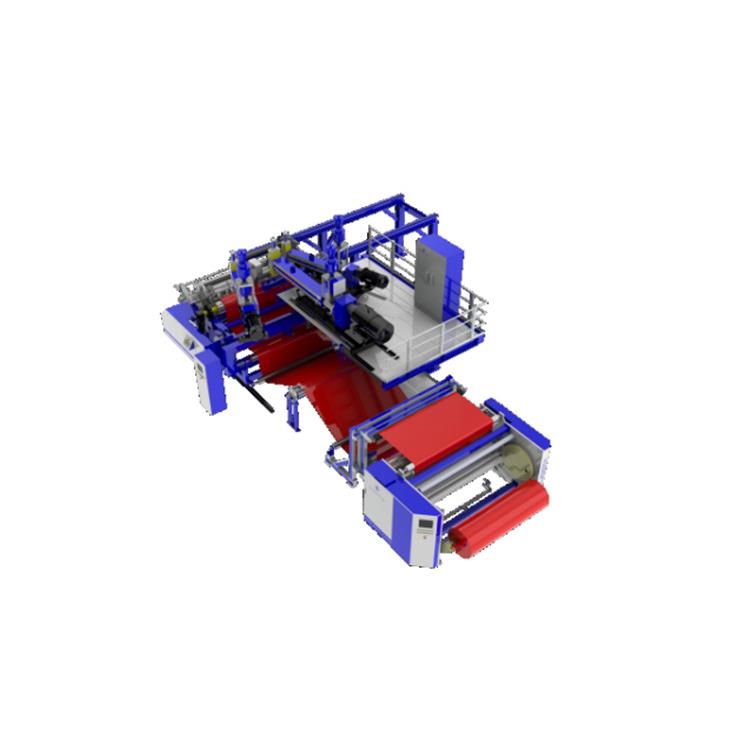
ASA流延膜挤出生产线特点:
1、针对原有原料生产厂家(具备配方能力),可采用平双挤出机,节约生产成本;
2、针对制品生产厂家,可采用排气式单螺杆挤出机,生产工艺简单,稳定性高;
3、设备采用西门子PLC和触摸屏,闭合控制,一键加减速,操作方便;
4、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高,生产线速度可达60M/min;
5、全自动模具配合测厚仪,能*有效地微调模头横向宽度上的熔体厚度偏差,厚薄均匀度*±0.01mm;
6、辊筒采用内流道整体机加工的方式,*温度控制±1℃,辊面控制精度±0.01mm,确保流延膜厚度*加准确;
7、成形辊采用卧式三辊形式,区别于传统流延机,使薄膜正面光亮度*高,颜色*艳丽,背面采用硅胶辊辊压,*薄膜背面具有良好的复合性能;
8、采用张力传感器和控制系统,确保张力控制稳定;
9、西门子伺服电机,配合伺服控制器使设备运行*加准确;
10、全自动切断收卷机具有自动换卷功能,收卷带锥度张力控制,使成品卷*整齐,紧密度*加均匀。

PVDF流延膜的配方及工艺
PVDF是目前使用量*的氟塑料,PVDF颗粒自身难以成膜,如若要把PVDF颗粒制成薄膜必须添加30%左右的聚甲基丙烯酸甲酯(简称PMMA,俗称亚克力)作为增塑剂以提高其成膜性,加入PMMA后的PVDF在熔融状态下容易成膜。关于PVDF薄膜的成膜工艺市场上以吹膜和流延两种成型工艺为主,但流延法pvdf膜在透光度、厚薄均匀度等参数上有优势,pvdf流延膜生产线已成为现阶段主流发展方向。
装饰用pvdf生产线是两台挤出机通过膜内复合工艺即可达到客户对pvdf膜性能的要求,根据所使用的设备和加工的制品形状,温度控制在210~220摄氏度之间,pvdf流延膜生产线 ,成型温度控制在180~240摄氏度之间,必须严格控制温度不能使温度长期**过其熔融温度。挤塑成型设备可选用单螺杆挤出机

聚丙烯流延膜生产线可生产聚烯烃流延膜、聚烯烃保鲜膜、聚酰胺流延膜等。一般情况下,流延膜指的是聚烯烃流延膜,具体又可分为流延聚丙烯(CPP)薄膜和流延聚乙烯(CPE)薄膜等。CPP薄膜具有透明度高、挺度好、热封温度低、耐热、防潮、阻隔性好、印刷和复合适应性强、表面光滑、耐蒸煮等诸多特点,可经过印刷、制袋用于食品、文具、杂货及纺织品等包装,也可与其他薄膜复合后(PP一般作为复合膜的内外层材料)用于包装各种食品,包括需要加热的食品、调味品、汤料等。与PP吹塑膜相比,CPP膜的光学性能优良,生产效率高,在世界发达聚丙烯流延膜CPP膜的产量**PP吹塑膜;与双向拉伸聚丙烯(BOPP)薄膜相比 CPP薄膜具有加工设备简单、单位面积成本低的优势,在包装薄膜领域占有一席之地。
1. 结构与主要原材料20世纪80年代PP流延膜多为单层。进入20世纪90年代,多层复合挤出逐渐成为主流,现在已经向5层和7层共挤流延方向发展。多层共挤复合薄膜采用性质不同的材料,具有单层流延膜无法比拟的优点和特性。按使用种类,CPP膜分为通用型、金属化型和耐蒸煮型三种。不同流延膜对PP原料要求不同,不同的树脂性能上有着明显的差别。总的来说,多层复合CPP薄膜由电晕处理层、支撑层和热封层组成,三层各自的作用和对原料的要求也不同。流延膜生产线
2. (1)电晕处理层为了提高CPP膜的印刷性能,必须对薄膜表面进行电晕处理。CPP膜必须符合易于电晕处理,衰退速率慢的要求利用电晕处理,使聚合物表面粗糙度增加,表面渗润张力增大,但表面渗润张力也不是越大越好,否则薄膜表面会因氧化过度而发脆,造成力学性能下降。表面渗润张力的衰竭程度与树脂中的低分子物的含量有直接关系,低分子物越多,表面渗润张力衰竭越快,润湿剂含量在0.8~1.2x10-3时较为理想。对电晕层原料的根本要求是:既要有一定的抗粘连性,又要控制低分子物的含量。
3. (2)支撑即中,主要目的使薄膜具有一定的力学性能支撑层先要有出色的刚性,所以芯层多用均聚物制成;其次多层共挤 CPP薄膜的良好光学性能(低雾度、高光泽度)也要靠中间层提供。
(3)热封层热封先具备良好的热封性能,要求材料熔点低,热熔性好,热封温度要宽,封口要容易。高速CPP膜包装生产线主要使用热封温度较低的二元和三元共聚物做热封层。在PP中加人少量的乙烯,形成二元共聚物,其结品度降低,材料的透明性、冲击强度、耐低温性能均有所上升,同时材料的起始热封温度下降。在二元共聚的基础上添加单体进行三元共聚,使材料的热封温度下降到120℃以下,但仍然具备高的光泽、透明性和冲击性能。
这三层CPP产均需选用专号的树脂,一般要求熔体流动速率为6~12g/10min,三层厚度比一般为1:3:1。薄膜、带及革制品目前国内生产CP膜的厂家所用原料多为进口主要来自韩国三都会星公司、北欧化工公司美国MONTELL公司本素公司及新加坡
4. 量低.加工和使用性能与进口原料相比都还有相当的差距。 TPC公司等。国内CP的开发研究起步较晚原料牌号种类少流延膜生产线
流延膜生产线可生产聚烯烃流延膜、聚烯烃保鲜膜、聚酰胺流延膜等。一般情况下,流延膜指的是聚烯烃流延膜,具体又可分为流延聚丙烯(CPP)薄膜和流延聚乙烯(CPE)薄膜等。CPP薄膜具有透明度高、挺度好、热封温度低、耐热、防潮、阻隔性好、印刷和复合适应性强、表面光滑、耐蒸煮等诸多特点,可经过印刷、制袋用于食品、文具、杂货及纺织品等包装,也可与其他薄膜复合后(PP一般作为复合膜的内外层材料)用于包装各种食品,包括需要加热的食品、调味品、汤料等。与PP吹塑膜相比,CPP膜的光学性能优良,生产效率高,在世界发达聚丙烯流延膜CPP膜的产量**PP吹塑膜;与双向拉伸聚丙烯(BOPP)薄膜相比 CPP薄膜具有加工设备简单、单位面积成本低的优势,在包装薄膜领域占有一席之地。

{kind=link}