
- 641
- 产品价格:面议
- 发货地址:上海嘉定 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:254725824公司编号:3644899
- 邹安 销售副总 微信 13817975703
- 进入店铺 在线留言 QQ咨询 在线询价
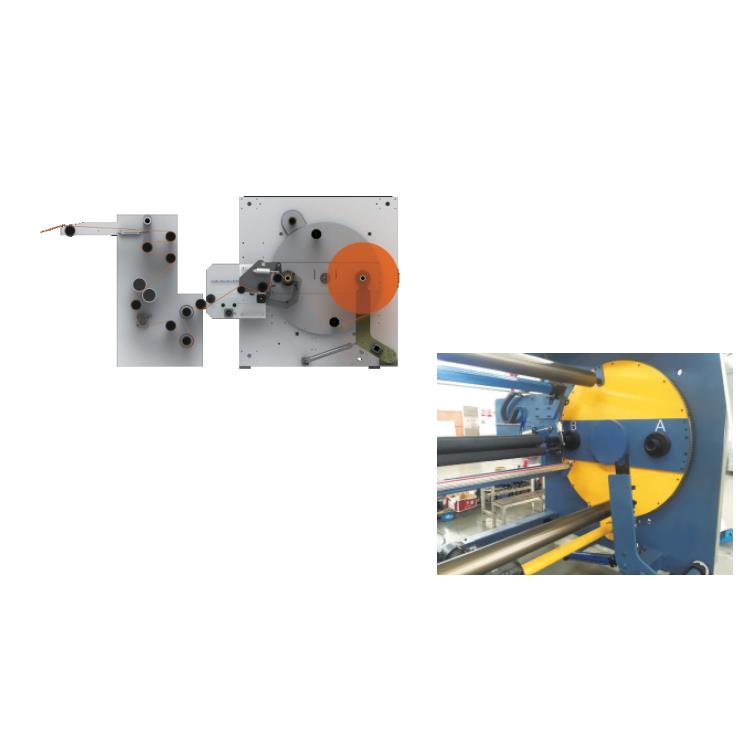
银川PE流延膜生产厂家
- 相关产品:
设备应用和特点:
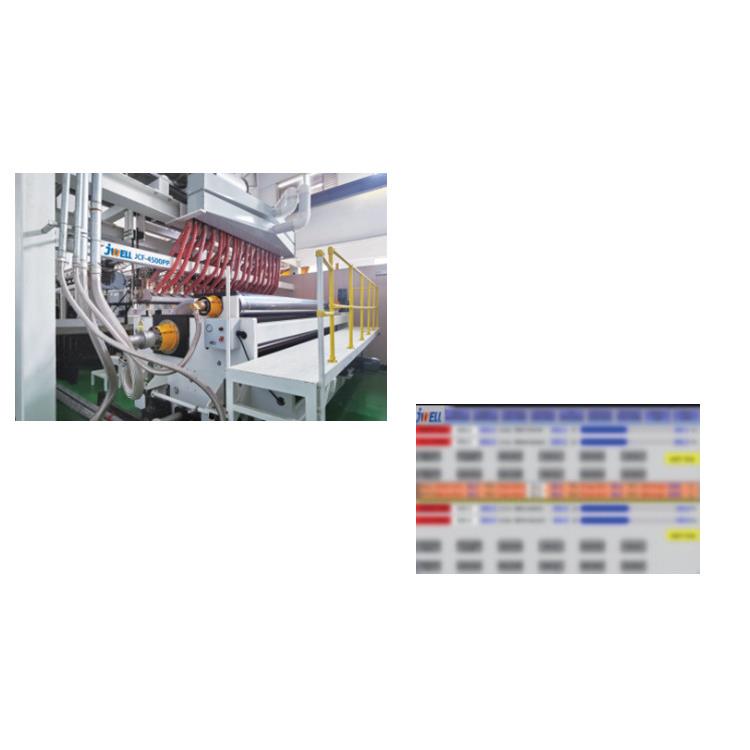
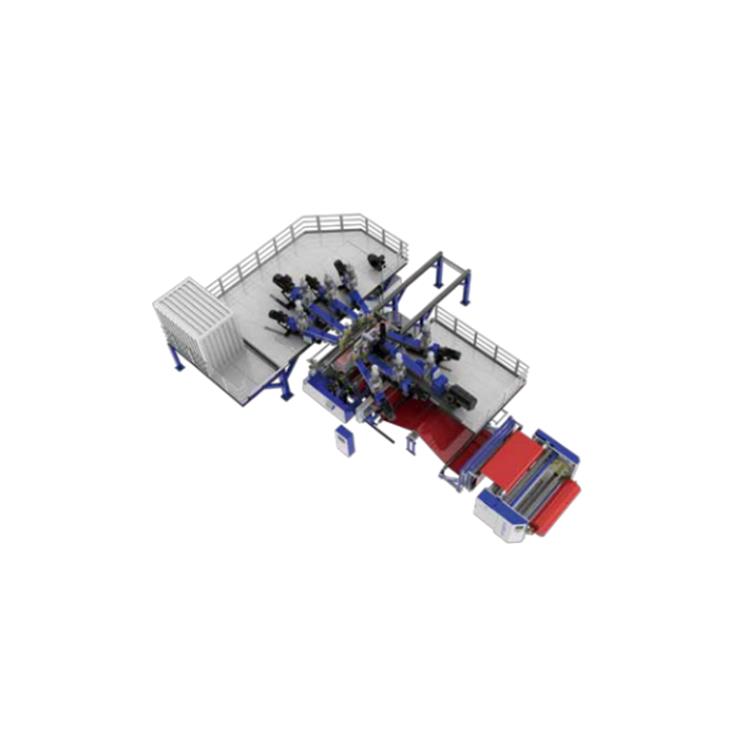
本机组可用于生产各类桌布及塑制手套、浴帽、西服套雨伞材 料的坯膜,也可用于生产PE卫生巾底膜、尿裤尿不湿用膜及打孔底膜和各类包装膜、深压纹膜。增加拉伸机组后能生产防水透气膜。高速生产线可配备在线分切,采用高速双工位自动收卷且高速收卷时*缠绕胶带。整机一体化、自动程度高。生产速度达到130m/min以上时,同等产量下该机型比常规流延机功耗低25%,有效节省生产成本和人工。
ABS片材挤出生产线,采用单螺杆,根据不同的材料用不同的螺杆设计和长径比,配合相关物料的模具设计生产不同材料的产品
主机采用进流变频或直流调速拖动,温控仪表采用日本RKC 产品。
辽宁流延膜生产线ABS片材生产线设备
生产线是一个通用设备,可以生产ABS也可以生产PE,PP,PS等材料的板材板片材,可以一机多用。
辽宁流延膜生产线ABS片材生产线设备
采取双机或者三台挤出机共挤的方式。共挤的另一个好处是可以有效降低成本,比如面层我们采用新料中间或者下面用相对次一点的原材料
辽宁流延膜生产线ABS片材生产线设备
ABS板片材挤出生产线(PE/PP/PS/ABS)模具是决定制品的尺寸的,也是说我们是根据您要生产的ABS板片材的宽度厚度来确定模具的大小。包括是否需要熔体计量泵,是否需要液压换网器等。
ABS树脂广泛应用于汽车工业、电器仪表工业和机械工业中。例如汽车领域的汽车仪表板、车身外板、内装饰板、方向盘、隔音板、门锁等。电器方面的电冰箱、电视机、空调机、吸尘器等小家电等。电子包装领域的电子包装托盘、载带等。日用品中的行李箱(ABS箱包板)、拉杆箱等。
PVDF流延膜的配方及工艺
PVDF是目前使用量*的氟塑料,PVDF颗粒自身难以成膜,如若要把PVDF颗粒制成薄膜必须添加30%左右的聚甲基丙烯酸甲酯(简称PMMA,俗称亚克力)作为增塑剂以提高其成膜性,加入PMMA后的PVDF在熔融状态下容易成膜。关于PVDF薄膜的成膜工艺市场上以吹膜和流延两种成型工艺为主,但流延法pvdf膜在透光度、厚薄均匀度等参数上有优势,pvdf流延膜生产线已成为现阶段主流发展方向。
装饰用pvdf生产线是两台挤出机通过膜内复合工艺即可达到客户对pvdf膜性能的要求,根据所使用的设备和加工的制品形状,温度控制在210~220摄氏度之间,pvdf流延膜生产线 ,成型温度控制在180~240摄氏度之间,必须严格控制温度不能使温度长期**过其熔融温度。挤塑成型设备可选用单螺杆挤出机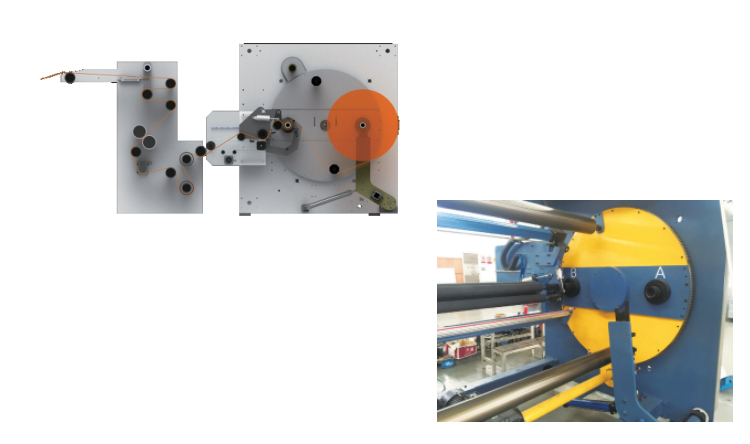
生产工艺
CPP膜的生产先将配好的物料由真空上料到挤出机熔融塑化后挤出,经T形口模流延,靠气刀喷出的压缩空气把流延料吹贴到急冷定型辊骤冷,使其平整地延展在辊面上形成薄膜,再经下个辊的进一步冷却,用测厚装置测厚,然后进行电晕处理,分切边料,由收卷辊展平卷取,产品经验收包装人库。
在熔体流延过程中,T形机头和急冷定型辊是生产的关键设备,机头设计应使物料沿整个机唇宽度均匀地流出,具有均匀的温度分布等机头温度一般为230~250℃,加工均聚 PP的机头温度略**共聚PP急冷定型辊的表面应该经过精加工,转速稳定,以免产生机向的温度波动,温度也应该调控适当,过冷或过热对薄膜的力学性能、透明性和雾度均有很大的影响。对PP而言,急冷定型辊的温度为25℃左右;机头温度与急冷定型辊的温度差是决定结品度的重要参数,增加温差可以降低结品度,提高透明性、韧性和热封性能,但拉伸强度有所下降。在急冷定型辊的上方还有气刀设置,在气刀吹压下,熔融料立即紧贴在急冷定型辊表面。气刀的另外一个作用是将爽滑剂等低分子挥发物抽出,防止其堆积在急冷定型辊上,好地**薄膜外观质量。薄膜经过冷却后采用β射线或红外测厚仪对其厚度进行监测,以便控制厚薄公差。随后对薄膜进行电晕处理,以增加印刷油墨或复合胶粘剂与薄膜的复合牢度,控制表面渗润张力在42mN/m以上。CPP薄膜比较柔软,必须根据膜的厚度、生产速度等因素调整好收卷张力,张力过大或过小都会产生波纹影响薄膜平整性。在整个生产过程中,除了温度这个重要的工艺参数之外,另一个重要参数是拉伸速度,拉伸速度越大,生产效率越高,但到一定值后继续增加则容易产生断膜现象。拉伸速度也是产生分子定向的主要因素,拉伸速度越大。分子沿机向方向的取向程度越大,通过调节拉伸速度还可以调节薄膜的厚度.





{kind=link}